GB/T 50770-2013 ��ʯ�ͻ�����ȫ�DZ�ϵͳ��ƹ淶��
2.1.7 ������ protection layer
ͨ�����ơ�Ԥ�����������ֶν��ͷ��յĴ�ʩ��

SH/T 3007-2014 ��ʯ�ͻ�������ϵͳ������ƹ淶��
4 ����ѡ��
4.1 ��������
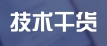
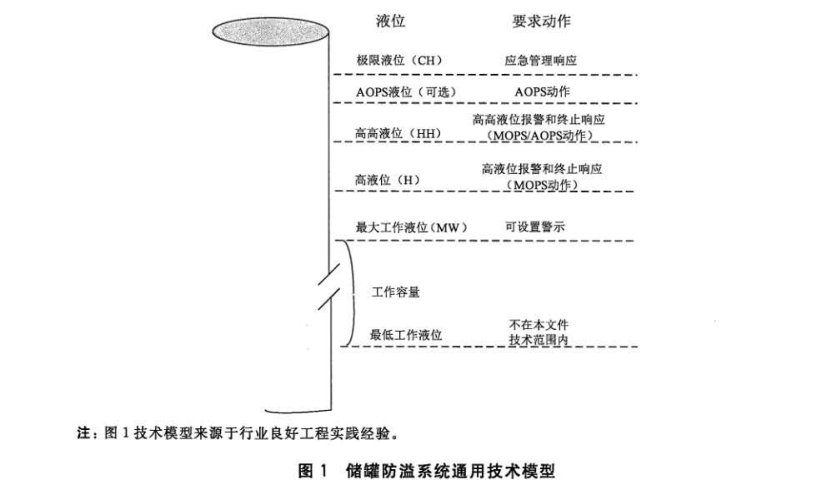
4.1.8 ������ƴ����ҺλӦ�������й涨��
a) �̶�������ƴ����Һλ�˰���ʽ����
h=H1-(h1+h2+h3) ......��4.1.8-1��
ʽ�У�
h-----������ƴ����Һλ��m��
H1-----�ޱڸ߶ȣ�m��
h1-----��ĭ��������Ե���ޱڶ��˵ĸ߶ȣ�m��
h2-----10min��15min��������Һ������߶ȣ�m��
h3-----��ȫԣ����m����ȡ0.3m��������ĭ��ϲ��Ⱥ�Һ������߶ȣ���
b�������ޡ��ڸ�������ƴ����Һλ�˰���ʽ���㣺
h=h4-��h2+h5��......��4.1.8-2��
ʽ�У�
h4-----����������߶ȣ��������棩��m��
h5-----��ȫԣ����m����ȡ0.3m������Һ������߶Ⱥͱ�����������ԣ������
c) ѹ��������ƴ����Һλ�˰���ʽ���㣺
h=H2-h2 ......��4.1.8-3��
ʽ�У�
H2-----Һ������ﵽ��������ݻ���90%ʱ�ĸ߶ȣ�m��
����˵����
4.1.8
a���̶�����h1�ο�ֵ���£�
���PC-4����ĭ������ʱ��h1 =213mm��
����PC-8����ĭ������ʱ��h1 =240mm��
���PC-16����ĭ������ʱ��h1 =303mm��
b�������ޡ��ڸ�������������߶ȣ��������棩�ο�ֵ���£�
�����ޣ��ޱڶ�����1.5m��1.6m��
���øָ��̵��ڸ����ޣ��ޱڶ�����0.9m��1.0m��
��������̵��ڸ����ޣ��ޱ���ͨ���ڣ����ޱڶ�����0.5m��0.6m��
���������̵��ڸ����ޣ��ޱ���ͨ���ڣ����ޱڶ�����0.8m��0.9m��
4.1.9 ������ƴ����ҺλӦ�������й涨��
a��Ӧ����ӵ�Һλ������ʼ10min��15min�ڱò��ᷢ����ʴ��Ҫ��
b�����������ڸ���������ƴ����Һλ�˸߳�������߶�0.2m��
c����Ӧ���ڹ��ڼ���������ߵ㡣
����˵����
4.1.9 �涨“���������ڸ���������ƴ����Һλ�˸߳�������߶�0.2m”����Ϊ�����Ѳ�����Ա��ʹ�ù�����Ҫ���⸡����ס��������ڸ����ĸ���һ�������Ư����Һ���ϣ�ֱ����Һ��Ӵ���������Ч���������ӷ����ҳ��ܷ�Ȧ����û������ռ䣬����������˱�ը����������һ����ף��ͻ���Һ���븡��֮���������ռ䣬������ȼҺ����˵��������ռ�ͻ��б�ը�����壬�ʹ�������˻���Σ���ԡ�
SH/T 3007-2014 ��ʯ�ͻ�������ϵͳ������ƹ淶��
5 ��ѹ�͵�ѹ������
5.4 �DZ�ѡ���밲װ
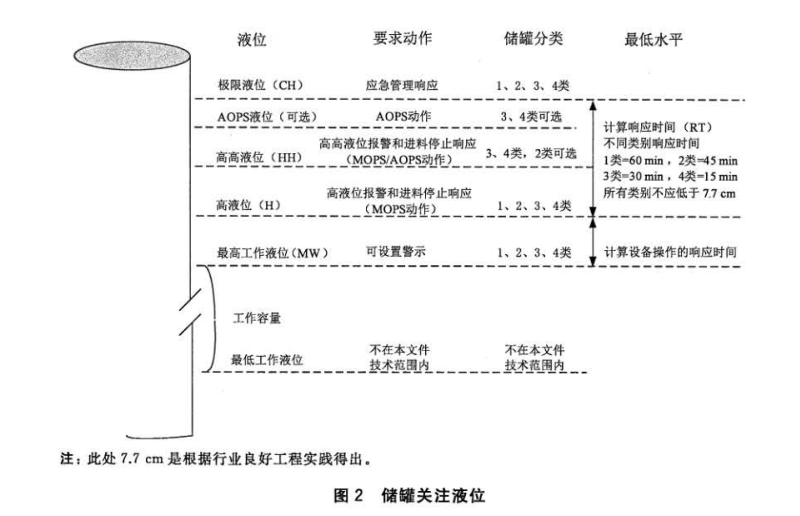
5.4.1 ��������100 m3 �Ĵ���Ӧ��Һλ��������Զ���DZ���
5.4.2 Ӧ���Զ�����ϵͳ����ߡ���Һλ������Ӧ�������й涨��
a������Һλ�������趨�߶ȣ���Ӧ���ڴ�����ƴ����Һλ��
b������Һλ�������趨�߶ȣ���Ӧ���ڴ�����ƴ����Һλ��
5.4.3 ����I����II������Һ��Ĵ��ޡ��������ڻ����3000 m3�ļ�B����A ���ȼҺ�崢�ޡ��������ڻ����10000 m3 ������Һ�崢��Ӧ��߸�Һλ�������������߸�Һλ����Ӧ�����رմ����ڹܵ����Ʒ����߸�Һλ�������趨�߶ȣ��˰���ʽ���㣺
h6 =h+h2…………��5.4.3��
ʽ�У�
h6 ——�߸�Һλ���������趨�߶ȣ�m��
5.4.4 װ��ԭ�ϴ�������͵�Һλ�������͵�Һλ����������ͣ�á�
5.4.5 ���߸ߡ��͵�Һλ�����źŵ�Һλ�����DZ�Ӧ���õ�����Һλ���������DZ���Һλ���أ������ź�Ӧ�������Զ�����ϵͳ��
����˵����
5.4.1Һλ�Ǵ�����Ҫ��ص�����Ҫ�������ʱ���Ҫ��“����Ӧ��Һλ����Զ���DZ�”��
5.4.2���øߣ��ͣ�Һλ������Ŀ�ģ���Ԥ������Һλ�����ߣ����ͣ������涨�ļ��߶ȣ�Ҫ�������Ա�������������ڹ涨��ʱ��������л����Ĺ��������ܱ��ⷢ���¹ʡ�
5.4.3�߸�Һλ�����ؽ��ڷ��ɷ�ֹ������ʱ���磬�Ա�����������������ȡ���ϸ�İ�ȫ������ʩ��
6 ѹ��������
6.3 �����DZ�ѡ�úͰ�װ
6.3.1 ѹ������Ӧ��ѹ���͵�ָʾ�DZ���ѹ��Զ���DZ���ѹ���͵�ָʾ�DZ���ѹ��Զ���DZ����ù���һ�����ڡ�
6.3.2 ѹ������Һλ����Ӧ��һ��Զ���DZ���һ�͵�ָʾ�DZ����͵�ָʾ�DZ���Ӧѡ�ò�����Һλ�ơ�
6.3.3 Һλ����Զ���DZ�Ӧ��ߡ���Һλ��������Һλ�������趨�߶�ӦΪ������ƴ����Һλ����Һλ�������趨�߶ȣ�Ӧ����ӱ�����ʼ10min~15min�ڱò�����ʴ��Ҫ��
6.3.4 ѹ������Ӧ����һ��ר���ڸ߸�Һλ�����������жϴ����Ϲܵ����ŵ�Һλ�����DZ���Һλ���ء��߸�Һλ�������趨�߶ȣ���Ӧ����Һ������ﵽ�������ݻ���90%ʱ�ĸ߶ȡ�
GB 50074-2014 ��ʯ�Ϳ���ƹ淶��
15 �Զ����ƺ͵���
15.1 �Զ�����ϵͳ���DZ�
15.1.1 ��������100m3�Ĵ���Ӧ��Һλ����Զ���DZ�����Ӧ�������й涨��
��1��Һλ���������ź�Ӧ����ģ���źŻ�ͨ�ŷ�ʽ�����Զ�����ϵͳ��
��2��Ӧ���Զ�����ϵͳ����ߡ���Һλ������
��3������Һλ�������趨�߶�Ӧ����������ҵ����ʯ�ͻ�������ϵͳ������ƹ淶��SH/T 3007���йع涨��
��4������Һλ�������趨�߶�Ӧ����ò�������ʴ��Ҫ���⸡�������ڸ������ĵ�Һλ�����趨�߶�(��װ�)�˸��ڸ�����߶�0.2m�����ϡ�
����˵����
15.1.1 ����ڱ��淶2002�棬�����������ʯ�Ϳ���Զ������ˮƽ���������ҹ��ֽξ���ʵ��������ˮƽ����ȫ�ͻ�����������Ӧ�ġ�Һλ�Ǵ�����Ҫ��ص�����Ҫ�������ʱ���Ҫ��“����Ӧ��Һλ����Զ���DZ�”����1��4��˵�����£�
1 Ϊ��ֹ��������������֡���ը���ڴ����������Һλ�ƺ�Һλ��������ֻҪ���ź�Զ���DZ����Ϳ��Ժܷ�������ñ����������в���Զ���DZ��������ͳ���������DZ���Դ��
4 ����涨����Ϊ�����Ѳ�����Ա��ʹ�ù����������÷�����ʴ������ס��⸡�����ڸ����ĸ���һ�������Ư����Һ���ϣ�ֱ����Һ��Ӵ���������Ч����Һ��ӷ����ҳ��ܷ�Ȧ����û������ռ䣬����������˱�ը����������һ����ף��ͻ���Һ���븡��֮���������ռ䣬������ȼҺ����˵��������ռ�ͻ��б�ը�����壬�ʹ�������˻���Σ���ԡ�2010�귢���ı���ij�����Ϳ�����¹��У��ж��100000m3������10���Ľ������ܵ�����ĺ濾����ֻ��103�Źޱ���ȼ�����ձ��ջ٣���Ҫԭ���Ǹù�ʱ��������ף��������������ͣ��ڻ���ĺ濾�£�����������ռ�����������ͱ���������ˡ�
15.1.2 ���д���Ӧ��߸�Һλ�������������߸�Һλ����Ӧ��ͬʱ�����رմ����ڹܵ����Ʒ���
��1������ת��������6�Σ����������ڻ����10000m3�ļ�B������Һ�崢�ޣ�
��2������ת����С�ڻ����6�Σ�����������20000m3�ļ�B������Һ�崢�ޣ�
��3���������Һ��Ĵ��ޡ�
����˵����
15.1.2 �߸�Һλ�����رս��ڷ��ɷ�ֹ������ʱ���ͣ��Ա�����������������ȡ���ϸ�İ�ȫ������ʩ��
15.1.3 �������ڻ����50000m3���⸡�������ڸ�������Ӧ��͵�Һλ�������͵�Һλ�����趨�߶�(��װ�)��Ӧ���ڸ�����߶ȣ��͵�Һλ����Ӧ��ͬʱ����ͣ�á�
����˵����
15.1.3 �͵�Һλ���ص�������Ϊ�˱��⸡��֧�Ƚ��䵽�ס����ڴ��ʹ���һ�������¹�Σ����Ҳ�����ԶԴ��ڻ����50000m3�Ĵ���Ҫ�����Щ��
15.1.4 ���ڴ��߸ߡ��͵�Һλ�����źŵ�Һλ�����DZ�Ӧ���õ�����Һλ���������DZ���Һλ���أ���Ӧ���Զ�����ϵͳ�����ñ�����������
����˵����
15.1.4 “������Һλ���������DZ���Һλ����”��ָ������“Ӧ��Һλ����Զ���DZ�”�⣬��������һ��ר�����ڴ��߸ߡ��͵�Һλ������������Һλ�����DZ���
SH/T 3184-2017 ��ʯ�ͻ��������Զ���ϵͳ��ƹ淶��
4 ���������������
4.2 �����DZ���������
4.2.1 ��������ѹ�͵�ѹ����
4.2.1.1 �ݻ����� 100m3 �Ĵ���Ӧ�ڹ�����Һλ���������DZ����ݻ���С�� 1×100000m3 �Ĵ���������2�ף�Һλ���������DZ�Ӧ�����ָʾ����ʾҺλ��Ӧ�ڿ���ϵͳ�����øߡ���Һλ������
4.2.1.2 Ӧ���ݹ���Ҫ���ڿ���ϵͳ�����ø߸ߡ��͵�Һλ�������������ź����õIJ����DZ�Ӧ�������ã��˲������������DZ���Ҳ�ɲ���Һλ���أ�Ӧ���ø߸�Һλ�����رչ��ڹܵ����ط����͵�Һλ����ͣ�ò��رճ��ڹܵ����ط��Ŀ��Ʒ���������������Ӧ�ڿ���ϵͳ��ʵ�֡�
����˵����
4.2.1.2 �����еĹ���Ҫ��Ӧ�ɹ���רҵ���� SH/T 3007—2014��ʯ�ͻ�������ϵͳ������ƹ淶��5.4.3 �涨��“����͢���Һ��Ĵ��ޡ��������ڻ���� 3000m3 �ļ�B ����A ���ȼҺ�崢�ޡ��������ڻ���� 10000m3 ������Һ�崢��Ӧ���ø߸�Һλ����������……”�Լ���������������������������DZ����ź��������ģ�����ʵʱ�������̱�����ȷ���DZ��Ĺ���״̬���Ȳ��������Ŀ������DZ����ɿ������ұ���ֵ���趨���ܰ�װλ�õ����ƣ����ԣ��ɿ���Ҫ��ϸߵij���Ӧ��������Һλ�����DZ�����Һλ���ء�
��������Һλ�����DZ�����Һλ���صĴ���Ӧ���� 2 ������Һλ�����DZ�����һ������Һλ���������ߡ���Һλ��������һ�����ڸ߸ߡ��͵�Һλ������������
4.2.2 �Ǽ�������ѹ�͵�ѹ����
4.2.2.1 �ݻ����� 100m3 �Ĵ���Ӧ�ڹ�����Һλ���������DZ����ݻ���С��1×100000m3�Ĵ������� 2 �ף�Һλ���������DZ�Ӧ�����ָʾ����ʾҺλ��Ӧ�ڿ���ϵͳ�����øߡ���Һλ������
4.2.2.2 Ӧ���ݹ���Ҫ���ڿ���ϵͳ�����ø߸ߡ��͵�Һλ�������������ź����õIJ����DZ�Ӧ�������ã��˲������������DZ���Ҳ�ɲ���Һλ���أ�Ӧ���ø߸�Һλ�����رչ��ڹܵ����ط����͵�Һλ����ͣ�ò��رճ��ڹܵ����ط��Ŀ��Ʒ���������������Ӧ�ڿ���ϵͳ��ʵ�֡�
����˵����
4.2.2.2 �μ� 4.2.1.2 ����˵����
4.2.3 ������ѹ������
4.2.3.1 Ӧ�ڹ����� 2 ���䱸����ָʾ�ǵ�Һλ���������DZ�������һ�������ڿ���ϵͳ�����øߡ���Һλ������
4.2.3.2 Ӧ���ݹ���Ҫ���ڿ���ϵͳ�����ø߸�Һλ�����������رմ����Ϲܵ����ط��Ŀ��Ʒ������źŲ���������һ��Һλ���������DZ�������Ҫ������Һλ�DZ�ʱ���˲������������DZ���Ҳ�ɲ���Һλ���ء�
����˵����
4.2.3 ѹ�����������δ��ޣ�Ŀǰ�ҹ���û������ѹ�����ļ�����������㷨����˱����涨���DZ�����Ӧ����Ŀǰ���δ����ݻ��궨�ķ������ǣ��Ա��ҹ�δ������ѹ�����ļ�������̨�����е��DZ���������������ѹ�����ļ�������Ҫ��
4.2.3.1 2��Һλ���������DZ��ɲ��ò�ͬ����ԭ�����DZ�����ij�ֲ���ԭ�����DZ��������ڽ�������ʱ��Ҳ�ɲ��� 2 ����ͬ���DZ���
4.2.4 �Ǽ�����ѹ������
4.2.4.1 Ӧ�ڹ����� 2 ���䱸����ָʾ�ǵ�Һλ���������DZ�������һ�������ڿ���ϵͳ�����øߡ���Һλ������
4.2.4.2 Ӧ���ݹ���Ҫ���ڿ���ϵͳ�����ø߸�Һλ�����������رմ����Ϲܵ����ط��Ŀ��Ʒ������źŲ���������һ��Һλ���������DZ������������Һλ�DZ�ʱ���˲������������DZ���Ҳ�ɲ���Һλ���ء�
����˵����
4.2.4.1 �μ� 4.2.3.1 ����˵����
GB/T 41394-2022 ����ըΣ�ջ�ѧƷ������ϵͳ���ܰ�ȫҪ����
CCPS Guidelines for Safe and Reliable Instrumented Protective Systems

CCPS Guidelines for Safe and Reliable Instrumented Protective Systems
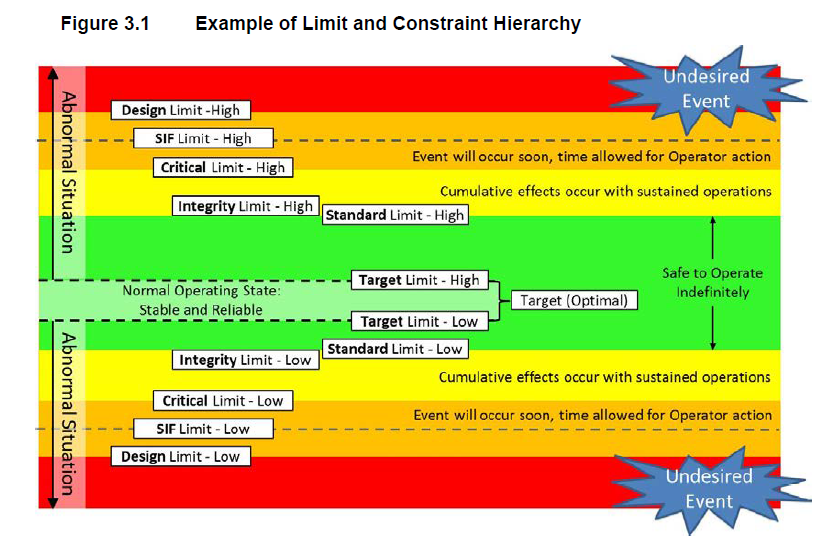
For any process excursion, multiple protective functions may be used to detect and respond to the process deviation. As illustrated in Figure 4.4, a process alarm(non-protective) indicates a process condition resulting in a quality control excursion. The operator takes action to maintain the process within the normal operating range.
If the control action is ineffective, a protective alarm indicates that the process condition has propagated outside the normal operating range. In this illustration,the operator takes immediate action on the process to bring the process to a safe state. Again, if the operator action is ineffective, the process condition worsens,leading to a challenge on a protective instrumented function (PIF), which takes the process to the safe state. Finally, if the PIF fails to operate correctly, the process condition exceeds the design limits and vessel failure may occur, leading to a hazardous event.
Process lag time affects the choice of set point. Longer lag times require lower (or higher) set points to prevent the process condition from exceeding the designlimit or to achieve a particular protection layer sequence. Process lag is illustrated in Figure 4.4 by the continued progression of the process variable for a time period after each set point. Set points should be selected to provide sufficient time for each IPF to complete its action in the proper sequence.
For the protective alarm, the allocated process safety time is the time between the alarm occurrence TALARM and the hazardous event occurrence TEVENT. For this alarm to be allocated risk reduction, the operator should be able to complete the required actions in less than one-half this process safety time. The operator response time begins with alarm initiation and stops when the operator actions have resulted in a safe state of the process.
The time available for the operator to prevent an automated trip is limited by how close the process alarm set point is to the protective alarm and/or the PIF set point. For protective actions, trained operators should receive a clear and unambiguous alarm and the intended response should be covered by written procedures. Operators should be trained and tested on procedures related to IPF indications and alarms.
The more time available for the operator’s overall response, the more likely the operator will be able to bring the process under control and prevent the need to take the process to a safe state. But at some point, the operator should take a specified action to achieve or maintain a safe state based on “never exceed never deviate” process conditions.
���룺
CCPS��ȫ�ɿ��DZ�����ϵͳָ��
�����κι���ƫ�ƣ�����ʹ�ö������������������Ӧ����ƫ���ͼ4.4��ʾ�����̾������DZ����ԣ���ʾ������������ƫ��Ĺ���״̬������Ա��ȡ��ʩ�����ձ���������������Χ�ڡ�
������ƴ�ʩ��Ч���������������������ѳ�������������Χ���ڱ�ͼ�У�����Ա���������̲�ȡ�ж���ʹ���̴��ڰ�ȫ״̬��ͬ�����������Ա������Ч��������������Ӷ��Ա����DZ����ܣ�PIF��������ս��ʹ���ս��밲ȫ״̬��������PIF����ȷ���У���������������Ƽ��ޣ����ܷ����������ϣ�����Σ���¼���
�����ͺ�ʱ��Ӱ���趨���ѡ�ϳ����ͺ�ʱ����Ҫ�ϵͣ���ϸߣ����趨ֵ���Է�ֹ��������������Ƽ���ʵ���ض��ı�����˳��ͼ4.4ͨ��ÿ���趨���һ��ʱ���ڹ��̱����ij����仯��˵�������ͺ�Ӧѡ���趨�㣬�Ա�Ϊÿ��IPF�ṩ�㹻��ʱ�䣬���ʵ���˳������������
���ڱ�������������Ĺ��̰�ȫʱ���Ǿ�������TALARM��Σ���¼�����TEVENT֮���ʱ�䡣Ϊ�˷���˾����Խ��ͷ��գ�����ԱӦ�ܹ��ڲ���һ��Ĺ��̰�ȫʱ�����������IJ���������Ա��Ӧʱ��Ӿ���������ʼ��������Ա�������¹��̴��ڰ�ȫ״̬ʱֹͣ��
����Ա��ֹ�Զ���բ�Ŀ���ʱ�������ڹ��̱������õ��뱣��������/��PIF���õ�ľ��롣���ڱ�����ʩ��������ѵ�IJ���ԱӦ�յ�������ȷ�ľ������������Ӧ����Ԥ����Ӧ������ԱӦ����IPFָʾ�;�����س������ѵ�Ͳ��ԡ�
����Ա��������Ӧʱ��Խ��������Ա��Խ�п��ܿ��ƹ��̣�����ֹ��Ҫ���������ڰ�ȫ״̬������ijЩ����£�����ԱӦ����“��������������ƫ��”�Ĺ���������ȡ�ض���ʩ�Դﵽ�ְ�ȫ״̬��
API RECOMMENDED PRACTICE 556 Instrumentation, Control, and Protective Systems for Gas Fired Heaters
3.4.1.6 Operator Response to Alarms
Alarms may be configured to notify the operator of abnormal process conditions, allowing the operator to take corrective action prior to an automated response by the safety shutdown system.
The basis for alarm setpoints, the correct operator actions in response to the alarms, and the response time requirements to safe state should be documented during the design phase. Alarms that do not have a clear operator response should be avoided. It is important to identify which alarms require immediate response to assign them an appropriate priority. The operator response to each alarm should be defined in the process unit's operating procedures.
See 3.4.8 and Table 1 for the summary of alarms.
���룺
API�Ƽ����556ȼ�����������DZ������ƺͱ���ϵͳ
3.4.1.6����Ա�Ծ�������Ӧ
�����ɱ�����Ϊ֪ͨ����Ա�쳣������������������Ա�ڰ�ȫͣ��ϵͳ�Զ���Ӧ֮ǰ��ȡ������ʩ��
����ƽΣ�Ӧ��¼�������õ�����ݡ���Ӧ��������ȷ�����Լ���ȫ״̬����Ӧʱ��Ҫ��Ӧ����û����ȷ����Ա��Ӧ�ľ�����ȷ����Щ������Ҫ������Ӧ�Է����ʵ������ȼ��dz���Ҫ��Ӧ�ڹ���װ�õIJ��������ж������Ա��ÿ����������Ӧ��
�������ܼ�3.4.8�ͱ�1��
DEP 32.80.10.14-Gen-2017 ALARM MANAGEMENT