"
本文分析了PID控制参数对控制性能的影响、不同控制过程的控制特点;介绍了PID参数整定的方法;并给出了炼油生产过程中PID整定参数的经验数值。
目前石油化工炼油厂中应用最为广泛的控制为PID控制。在控制系统的设计中,选择合适的调节器并在投运时把它们的参数整定在恰当的数值上,是一个重要的工作环节。调节器参数整定的目的就是按照已定的控制系统,求得控制系统质量最佳的调节性能。PID参数的整定直接影响到控制效果,合适的PID参数整定可以提高自控投用率,增加装置操作的平稳性。
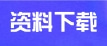
一个简单控制系统由广义对象和调节器两部分组成,广义对象包括被控对象、测量变送单元和执行器,图1是简单控制系统方框图。要想取得好的控制效果需要从以下几个方面考虑:
1、选择合适的被控变量,确定恰当的检测点,选择合适的测量元件(传感器)和变送器,确定合适的量程范围。
2、选择合适的操纵变量,确定合适的执行机构,包括确定执行机构的尺寸大小及调节作用方式等。
前三个方面,是取得好的控制效果的基础,需要在设计及施工时考虑,在此基础上才有条件选择合适的调节器,并进行PID参数整定。
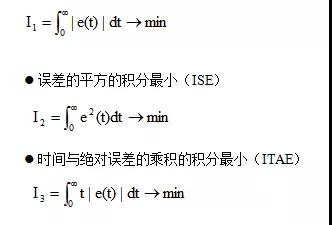
 二、最优控制性能指标定义
二、最优控制性能指标定义
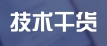
积分时间越小表明积分作用越强。积分作用太强时也会引起振荡。积分时间的选择是与控制过程的时间常数密切相关的。一般而言,控制过程的时间常数越短,选择的积分时间越小。积分控制通常与比例控制或微分控制联合作用,构成PI或PID控制。积分控制能消除系统的稳态误差,提高控制系统的控制精度。但积分控制通常使系统的稳定性下降。TI太小系统将不稳定;TI偏小,振荡次数较多;TI太大,对系统性能的影响减少;当TI合适时,过渡过程特性比较理想。图6比较了不同的积分时间常数对动态性能的影响。(系统构成见图1)

图6 不同TI对动态性能的影响(以PI控制器为例)
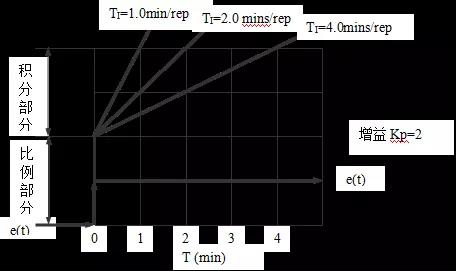
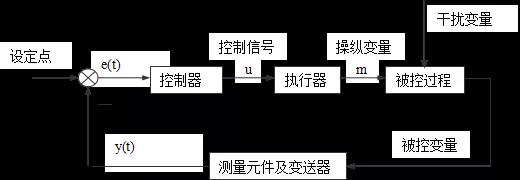
微分调节依据偏差变化速度来动作。它的输出与输入偏差变化的速度成比例,其作用是阻止被调参数的一切变化,有超前调节的作用,对滞后大的对象有很好的效果。它可以克服调节对象的惯性滞后(时间常数T)、容量滞后τc,但不能克服调节对象的纯滞后τ0,因为在τ0时间内,被调参数的变化速度为零。从图7中可以理解微分时间的概念。
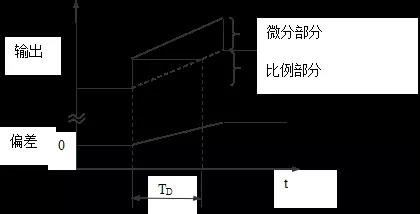
图7 开环状态PD控制器响应曲线
某些控制过程的时间常数较大,操纵变量的改变要经过较长的时间后才能反映到被控变量上。加热炉出口温度的控制就是一个典型的例子。在适当引入微分作用后可以明显改变控制品质。当被控变量远离设定点时,随着远离速度的增加,控制器的增益也随之增加。这样可以促使被控变量尽快回到设定点,又不至于引起过大的振荡(相对于单纯的增加控制增益而言)。微分作用使调节过程偏差减小,时间缩短,余差也减少(但不能消除)。它用微分时间TD来表示其作用的强弱,TD越大表明微分作用越强,但TD太大会引起振荡。微分控制通常与比例控制或积分控制联合作用,构成PD或PID控制。微分控制可以改善动态特性,如超调量δp减少,调节时间ts缩短,允许加大比例控制,使稳态误差减少,提高控制精度。对于时间常数较小,而负荷又变化较快的调节对象,不易引入微分作用,因为如果引入微分作用容易引起震荡。图8比较了不同的微分时间常数对动态性能的影响。(系统构成见图1)

图8 不同TD对动态性能的影响(以PD控制器为例)
石油化工常用的控制系统中,按被控变量来分,大致可以分为温度、压力、流量、液位等四种控制系统。下面分别就这几种控制系统的特点及选用PID参数等问题进行分析。
温度控制是对传热过程的控制。温度控制对象是多容的,时间常数一般较大,为几分钟到几十分钟。温度控制系统的纯滞后一般也较大。为了改善温度控制系统的品质,测量元件应选用时间常数小的元件,并尽可能的安装在测量纯滞后小的地方。
调节器一般选用PID调节器,适当引入微分作用,可以加快调节作用,改善因系统时间常数较大对控制系统造成的影响。微分作用是超前的调节作用,其实质是阻止被调参数的变化,提高系统的稳定性,使过程衰减得厉害。如要保持原来的衰减比,则增益可增大些,这样可以使最大偏差减少。
积分时间可小些,即积分作用可强一些,从而可使余差消除得快。增益增大和积分时间减少后虽然使系统稳定性减弱,但这一点恰恰为微分作用所弥补。因此说引入微分作用后,增益可大些,积分时间可小些,使调节质量更好。这一点在临界振荡法经验算式中也可以看到,引入微分后Kc变大,TI变小。
气体压力对象基本上是单容的,时间常数与系统容积成正比,一般为几秒钟到几分钟。调节器常选用PI调节器,整定参数与系统容积有着密切的关系,通常而言容积越大,选用的增益就越大。积分时间一般为几十秒到几分钟。
液体压力对象具有不可压缩性,时间常数很小,通常为几秒钟,同时对象的纯滞后时间很小,调节过程中被控变量的振荡周期很短。调节器一般选用PI调节器。液体压力控制系统与流量控制系统较为相似。
流量对象时间常数很小,一般为几秒,对象的纯滞后时间也很小,调节过程中被控变量的振荡周期也很短。调节器一般选用PI调节器。
一个设备或储罐的液位,代表了其流入量和流出量差的累积。调节器通常选用P或PI调节器。在炼油生产中,不同的液位控制有着不同的控制目标,参数整定也因而不同。下面例举二种典型的液位控制:
塔底液位控制通过控制塔底产品抽出量来控制液位,塔底抽出的为产品(对流量没有附加要求),对于此控制系统可以选择合适的增益与积分时间,即能对液位实现最优控制。这时液位的波动范围会较小,相应抽出流量的波动较大。
塔底液位控制通过控制塔底物料抽出量来控制液位,塔底抽出的为下一个工艺过程的进料量,要求流量相对平稳。为此可以减小增益、增大积分时间,使液位在可接受的范围内波动,这样可以通过容积的缓冲来保持前后工序负荷的平衡,在需要改变流量时,能够逐步地、平稳地调整流量。这种液位控制,液位波动范围大于上一种液位控制,但相应的抽出流量的波动要平缓得多。需要注意的是液位也应控制在可以接受的范围内。(这就是我们常说的均匀控制)
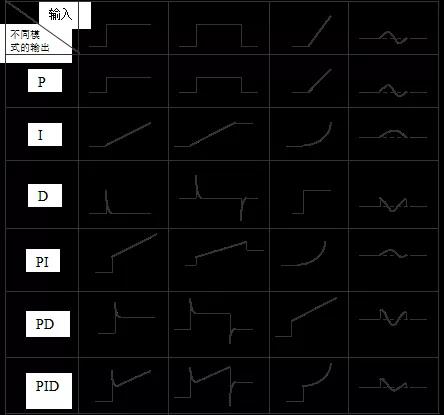
P控制器,有较大的最大超调量,调节时间较长,存在静态控制误差。
I控制器,具有比P控制器更大的最大超调量,没有静态控制误差。积分控制器不单独使用,通常与比例控制或微分控制联合作用,构成PI或PID控制。
PI控制器,最大超调量及调节时间与P控制器差不多,但没有静态控制误差。
PD控制器,具有较P与PI控制器为小的最大超调量,因为有快速微分部分。由于同样的原因,它的调节时间最短。它存在静态控制误差,但比P控制器的小,因为PD控制器通常由于微分部分的相位超前作用而在一个较高的增益下工作。
PID控制器,它综合了PI和PD控制器的特点,它具有比PD控制器还要小的最大超调量,并没有静态控制误差,但由于引入积分作用,使其调节时间比PD控制器为大。
PID参数整定的方法有很多种,通常可以分为两大类:理论计算整定法和工程整定法。理论计算整定法一般适用于科研工作中作方案比较用,在实际工程操作中很少被采用。所谓工程整定法,就是在被控对象运行时,直接在控制系统中,通过改变调节器参数,观察被控变量的过度过程,来获取调节器的最佳参数。工程整定法是一种近似的方法,得到的参数不一定是最佳数值,但却很实用,此种方法在实际操作中被广泛的采用。下面介绍两种PID参数的工程整定方法。
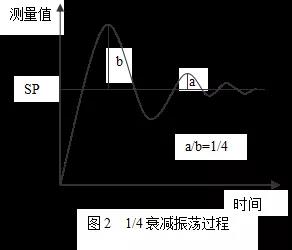
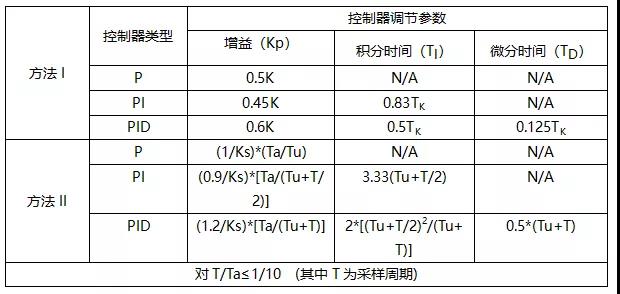
这种方法是塔卡哈什提出的用于确定离散控制器调节参数的方法。它在很大程度上借鉴了Ziegler—Nichols方法(1942年日格雷和尼柯尔斯提出的)。这种方法是通过对控制器调整进行广泛研究,运用模型仿真并根据经验推导出来的,其控制规律是闭环控制系统在每一振荡周期之后振幅减小约25%,即为1/4衰减振荡。在实际应用塔卡哈什方法时,可以从以下两种方法中进行选择:
具体方法是将积分时间放到最大,微分时间放到零,即先将控制器设为比例控制器,然后人为的给一干扰信号,观察调节过程,如果调节过程是衰减振性荡,则需加大增益,如果调节过程是发散的,则需减少增益,直到调整成临界等幅振荡,记下此时的临界增益K与等幅振荡周期TK(两个波峰的时间间隔),根据表1可以得出相应的PID整定参数。需要注意的是,每次改变增益时,都应先设法是系统稳定下来,改完增益后,重新给一干扰信号,观察调节过程。
在一般的石油化工的生产过程中,通常不允许被控对象运行在临界振荡的情况下。但在一般情况下测定被控对象的过度函数是没有很大困难的。所以在许多情况下塔卡哈什(Takahashi)第二方法是很适用的。它直接由过度函数拐点切线斜率Ks/Ta和延迟时间Tu得到(参见图9)。用测定值Tu和Ks/Ta,以及表1中给出的公式就能简单地计算控制器参数。
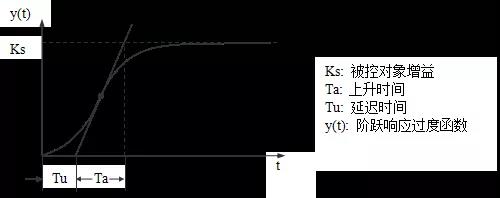
图9 被控对象的过度函数
02
经验试凑法是根据被控变量的性质在已知合适的参数(经验参数)范围内选择一组适当的值作为调节器当前的参数值,然后直接在运行的系统中,人为地加上阶跃干扰,通过观察过渡过程曲线,并以增益、积分时间、微分时间对过度过程的影响为指导,按照某种顺序反复试凑增益、积分时间、微分时间的大小,直到得到满意的过度过程曲线为止。表2所罗列的常用控制过程的PID整定参数,是在实际石化炼厂生产过程中总结的经验数值,仅供参考,实际操作中应根据不同的工艺过程及不同的控制目标,作相应的调整。经验试凑法是应用最为广泛的工程整定方法。
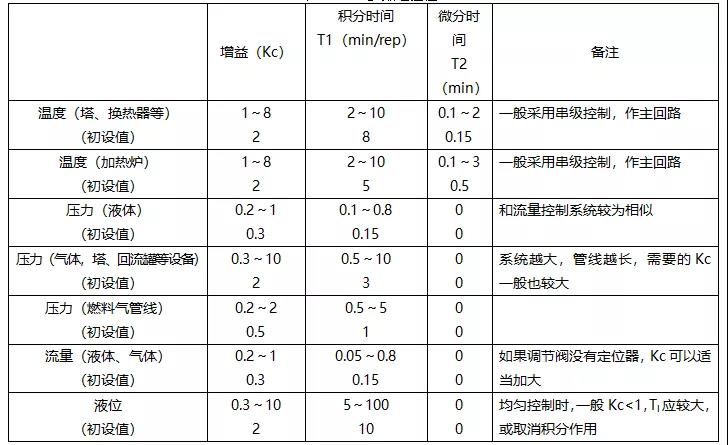
表3是根据经验试凑法给出某连续重整装置中部分控制回路实际的PID参数整定值:(TI单位为min/rep, TD单位为min)
表3 PID参数整定值举例

需要指出的是,对调节器参数的整定是在某一工作状态下进行的,即在一定的工艺操作条件、一定的负荷与一定的系统构成下进行的。因此一组调节器参数在一种工作状态下是最佳的,而在另一种工作状态下就不一定是最佳的。所以,当工艺操作条件或负荷发生较大变化时,调节器参数往往需要重新整定。
在进行调节器参数整定时,可以按照一定的次序进行,一般按照流程的顺序:
1、先做原料线上的参数整定,再做产品线上的参数整定。
2、先做流量控制系统的参数整定再做压力控制系统,接下来是液位控制系统,最后是温度控制系统。成分等控制系统一般放在最后整定。
有时已经调好的回路,一段时间以后控制效果变得差了,这时可以查看历史曲线,观察不同时间段的控制效果,查看目前系统的操作条件是否有了较大改变、相关的干扰变量是否有较大波动、检查执行机构是否存在问题;可将调节器改到手动控制,观察控制曲线,人为改变调节器输出,观察相应的被控变量的变化。
通过DCS的各种工具,观察不同的相应曲线,结合相应的理论知识,一般而言总能找到问题的关键。检测元件和调节执行机构的好坏也会对控制效果产生较大的影响。正常控制时调节阀的开度应是合适的(一般在20%—85%较好),否则系统的放大系数会有较大改变,这样很难取得好的控制效果。有一点需要说明,如果某个控制过程在手动都不能控制平稳的情况下,自动控制也很难达到满意的控制效果。
总之,PID参数整定是一项重要的工作,首先要对整个控制对象进行全面的分析,确保每一个环节都处于良好的工作状态。现场情况具备后,利用上面提到的各种方法对控制器进行参数整定,这虽是一项繁杂的工作,但好的参数整定可以使装置操作平稳,带来好的经济效益。
[1] H.翁勃豪恩(德),自动控制工程(吴启迪,黄圣乐译)上海:同济大学出版社,1990
[2] 王毅 主编., 程装备控制技术及应用 北京:化学工业出版社,2001
[3] 何克忠、郝忠恕,计算机控制系统分析与设计 北京:清华大学出版社,1990
[4] 陆德民 主编, 石油化工自动控制设计手册 北京:化学工业出版社,2000
[5] 何衍庆、俞金寿,集散控制系统原理及应用 北京:化学工业出版社,1999
[6] 金以慧、方崇智,过程控制 北京:清华大学出版社,1996
本文作者范咏峰、李平,仪表圈授权发布,如需转载,请联系圈秘13201752726全文转载,不得断章取义。
更多技术问题,欢迎加圈秘微信进群,和专家一对一探讨交流!

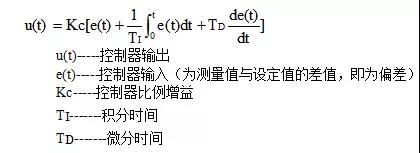
作者:范咏峰、李平