作者简介:林洪俊,教授级高级工程师, TUV功能安全专家, 中国石油华东设计院副总工程师,中国石油天然气集团公司高级技术专家。从事石油化工工程设计三十多年,主持设计了多项国内外大型石化工程,编审了国内石油化工行业主要仪表设计规范。
碳中和,碳达峰,是环境改善的福音,也是企业生存的压力,而节能是降压良药。传统节能多从装置内挖潜,从设备上提效,即装置内自我较劲,而较少能更上一层楼,站在企业“顶层”,纵观全局,从整个加工链条找能效凹地,挖潜增效。即使看到“有利可图”的凹地,无一套科学的控制方案也只能是望洋兴叹,即使动手挖金,往往是理想很丰满,结果很难看,装置间无法直连,各车间一致意见:坚决、必须废弃节能方案。于是操作又回到原点。
作者深入研究了装置间直连节能方案,虚心向一线操作人员征求意见,吸取失败教训,总结成功经验,制定了控制方案。现分享于同行面前,力图为节能做点微薄贡献。不妥之处,也请批评指点。
近几年,在装置间互供料方面的节能途径逐渐被认识,并或多或少、或深或浅在炼油工程中被尝试。但由于装置间互供料事关多个装置的平稳操作和安全运行,如果没有一套完备的控制方案,会带来严重的后果,实际经验教训也已经充分证明了这一点。笔者近年来通过经过调查研究、工程设计、实际应用,对此有所认识,愿加以总结,分享经验与教训。
传统炼油厂装置间互供料方式为间接供料,典型控制流程如图1-1。
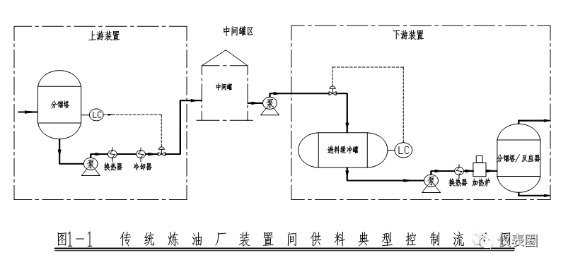
上游装置高温物料先经换热器与装置内低温物料换热,再经水冷器或空冷器冷却到中间罐区允许温度,经过调节阀减压至装置边界要求压力,输送至中间罐区。
从中间罐区经泵把物料升压,送到下游装置的进料缓冲罐。由下游装置进料泵再升压,经换热器、加热炉升温后,送入反应器或分馏塔。
在上游装置出口处,如果物料出自分馏塔塔底,则设塔底液位控制回路,如图1-1所示;如果物料出自侧线汽提塔塔底,则设汽提塔塔底出料流量控制回路,图中省略。
在下游装置的进口处,设进料缓冲罐液位控制回路,如图1-1所示。另外,进料泵后还要设流量控制回路,控制下游装置处理量,图中省略。
中间罐一般为常温罐,只有重质油罐为热罐,温度稍高于凝点,日常靠外引蒸汽加热维持温度。
中间罐一般为常压罐,只有液化气罐、丙烯罐等为压力罐。物料出装置边界压力用于克服管路压力、罐内液体静压、氮封压力。
从以上过程可以清楚看出能量变化情况:在压力势能变化方面,从上游装置到下游装置压力先由高到底,再由低到高,前者造成压力势能白白浪费,后者又不得不额外补充压力势能。在热能变化方面,从上游装置到下游装置,温度先由高到低,再从低到高,前者经冷却器造成热量白白浪费,后者又不得不又额外补充热量。
由此可见,这个方案存在大量能量的浪费。尽管如此,目前炼油厂仍在普遍使用这种方案,其主要原因是上下游装置间为间接供料,中间罐区有足够的缓冲空间,上下装置间耦合度很小,操作简单。但这无疑是低水平的运行模式。
目前,有些炼厂为了避免或降低上述过程中热能的损失,尝试过采用热罐技术,即中间罐区采用高温罐,实现热进热出。但是受罐体材料、制造技术、罐体基础、消防技术、投资效益等限制,罐体温度不能太高。因此,即使采用热罐,仍存在热能损失。另外,热罐还需要外部蒸汽加热维温,需要耗能;热罐技术仍然不能避免压力势能的浪费。因此,热罐技术虽能节能,但还很不完善。
从上述传统的装置间供料流程可以看出,如果上游装置的物料不减温、减压,不经过中间罐,直接送到下游装置,即直接供料,无疑会节约大量的能量。但直接供料也将使上下游装置间耦合度大大增加,这无疑会给装置平稳操作带来困难,给安全生产带来隐患。因此,直接供料并非简单之事,应充分考虑各种工况的需求,如:开停工过程、负荷变化、设备故障、应急处理等。为此需要设计完备的控制流程,使其能自动适应工况需求。
工艺对装置间直接供料的基本要求如下:
(1) 安全、平稳、长周期运行。
(2) 设少量的中间罐,满足开停工需要,满足物料平衡需求。
(3) 开工工况:上游装置的出料全部去中间罐区;下游装置的进料全部来自中间罐区。
(4) 正常工况:下游装置80%的进料直接来自上游装置的热出料,20%的进料为经中间罐区来的冷进料。以上冷热料进料比例2:8是设计工况,可根据操作水平,减少冷进料,提升节能水平。
(5) 理想工况:下游装置的进料100%来自上游装置的热出料。
(6) 上游装置的出料控制权在上游装置,下游装置的操作不能直接干扰上游装置的顺利出料。
(7) 下游装置的进料控制权在下游装置,上游装置的操作不能直接干扰下游装置的顺利进料。
为表达清楚,根据上游装置出料流程情况,我们把装置间直接供料工艺流程与控制方案分为两种典型模式:模式A.上游装置主分馏塔塔底物料去下游装置;模式B.上游装置主分馏塔的侧线汽提塔塔底物料去下游装置。分别说明如下。
>> 模式A
模式A控制流程图见图2-1。
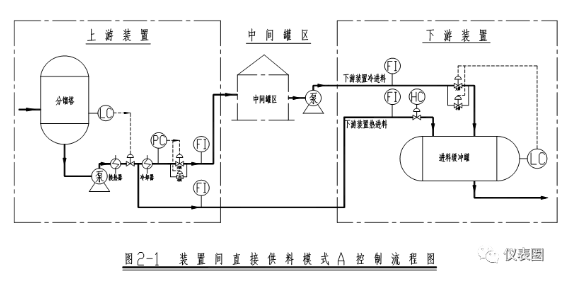
控制方案说明如下:
(1) 上游装置主分馏塔设塔底液位控制回路,以保证上游装置主分馏塔液位被可靠控制。
液位调节阀须设在塔底出料总管上。该调节阀不能设在去中间罐区的冷料管线上,否则在冷料较少时,该调节阀不能有效调节分馏塔液位;该调节阀不能设在去下游装置的热料管线上,否则造成下游装置进料大幅波动,下游装置不能安全平稳运行。
液位调节阀须设在出料换热器后,不应设在换热器前,因为换热器后介质温度低,可降低对调节阀的要求,降低投资。
(2) 上游装置分馏塔液位调节阀后,塔底出料分成两路:一路经冷却器去中间罐区,称为冷料;另一路未经冷却器去下游装置,称为热料。冷料管线设压力控制回路,当下游装置热进料减少时,使压力升高,压力调节阀将自动增大开度,保证上游装置能顺畅出料;当下游装置热进料增大时,使压力减小,压力调节阀将自动减小开度,保证下游装置热进料流量。
由于装置开工时,为简化操作,上游物料全部为冷料去中间罐区,而正常状态时仅有20%或更少的冷物料,显然设在冷料管线上的一个压力调节阀其可调范围是不能满足全工况需求的,需要设置一大一小两个调节阀,采用分程控制,量小时自动选用小阀,量大时自动启用大阀。
(3) 下游装置进料缓冲罐设液位控制回路,调节阀设在冷进料管线上。
由于装置开工时,为简化操作,下游装置进料全部为冷料,而正常状态时仅有20%或更少的冷进料,显然设在冷料管线上的一个液位控制阀其可调范围是不能满足要求的,需要设置一大一小两个调节阀,采用分程控制,量小时自动选用小阀,量大时自动启用大阀。
(4) 下游装置热料管线设遥控阀。
开工时,下游装置进料全部来自中间罐区,缓冲罐液位通过冷进料液位调节阀自动控制在允许范围内。然后,逐渐增大热料管线遥控阀的开度,冷进料调节阀的开度会自动减小。以此方法,直至热进料与冷进料达到可操控的比例。理想状态全部进料为热料。
从上述过程可以看出,该控制方案可以满足开工、正常运行、理想状态等各种工况。
>> 模式B
模式B控制流程图见图2-2。
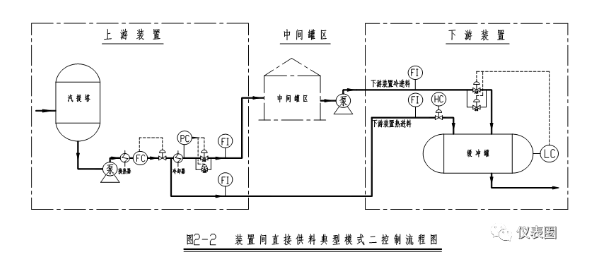
模式B与模式A的区别在于上游装置出料控制方案不同,模式A是主分馏塔塔底液位定值控制,模式B是侧线汽提塔塔底出料流量定值控制,这是总体控制流程决定的,在此不细述。除此之外,模式B与模式A控制方案相同,不再赘述。
以上节能型装置间供料流程及控制方案通过了多个大中型炼厂工艺车间主任的评审,经过了几个大中型工程的验证,证明了本方案安全、实用,自动化水平适宜,不失为是一种节能降耗的好方案。
在实际工程中,装置间供料还有更复杂的情况,例如:下游装置进料来自更多的装置,多股物料间可能还有比例要求,但基本控制方案不变,只是需要在物料间附加更多的限制性控制。
由于本人水平所限,本方案定有不完善之处,欢迎大家批评指正,共同探讨更好的方案。
本文作者林洪俊老师,由仪表圈整理编辑,内容仅代表作者观点,欢迎讨论补充,如需转载,请联系圈秘微信:ybren2022全文转载,不得断章取义。

作者:林洪俊
责编:园园
审核:任三多 甜甜